+86-400-850-4050
+86-400-850-4050

Didn't find what you were looking for?
Consult a professional engineer immediately for your service



























The background of the temperature cycling test is essentially the result of the combined effects of the reliability requirements of electronic devices in complex temperature environments, the inherent defect risks of multi-material structures, the potential problems of manufacturing processes, and the standardized development of the industry
| Project Background
The background of the temperature cycling test is essentially the result of the combined effects of the reliability requirements of electronic devices in complex temperature environments, the inherent defect risks of multi-material structures, the potential problems of manufacturing processes, and the standardized development of the industry. It is not simply a "test item". Instead, it is a set of technical means established by the electronics industry to ensure the stable operation of products throughout their entire life cycle from design to use, aiming to "detect risks in advance, verify reliability, and solve practical problems". To this day, it remains an indispensable core part of PCB/PCBA reliability testing.
| Project Overview
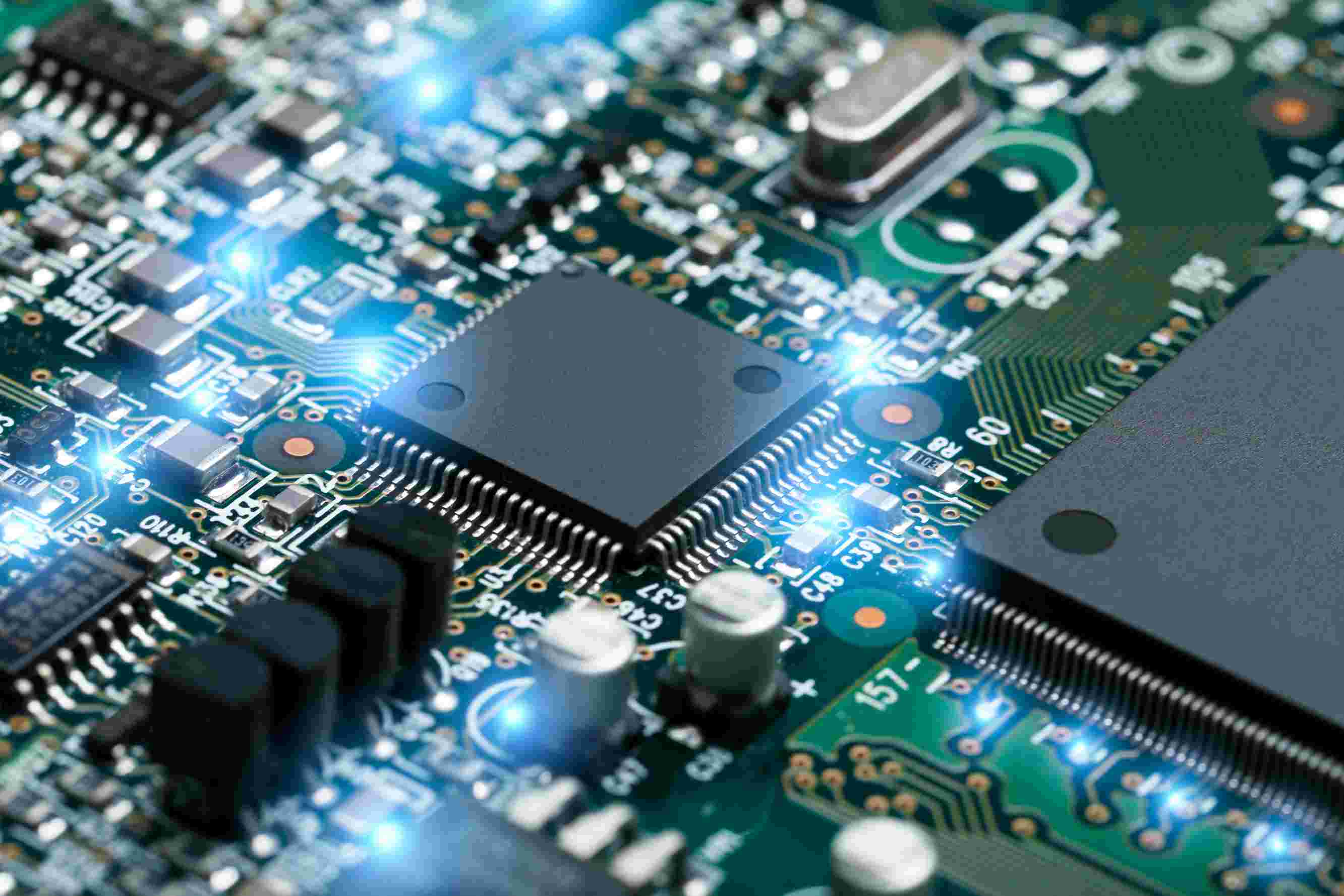
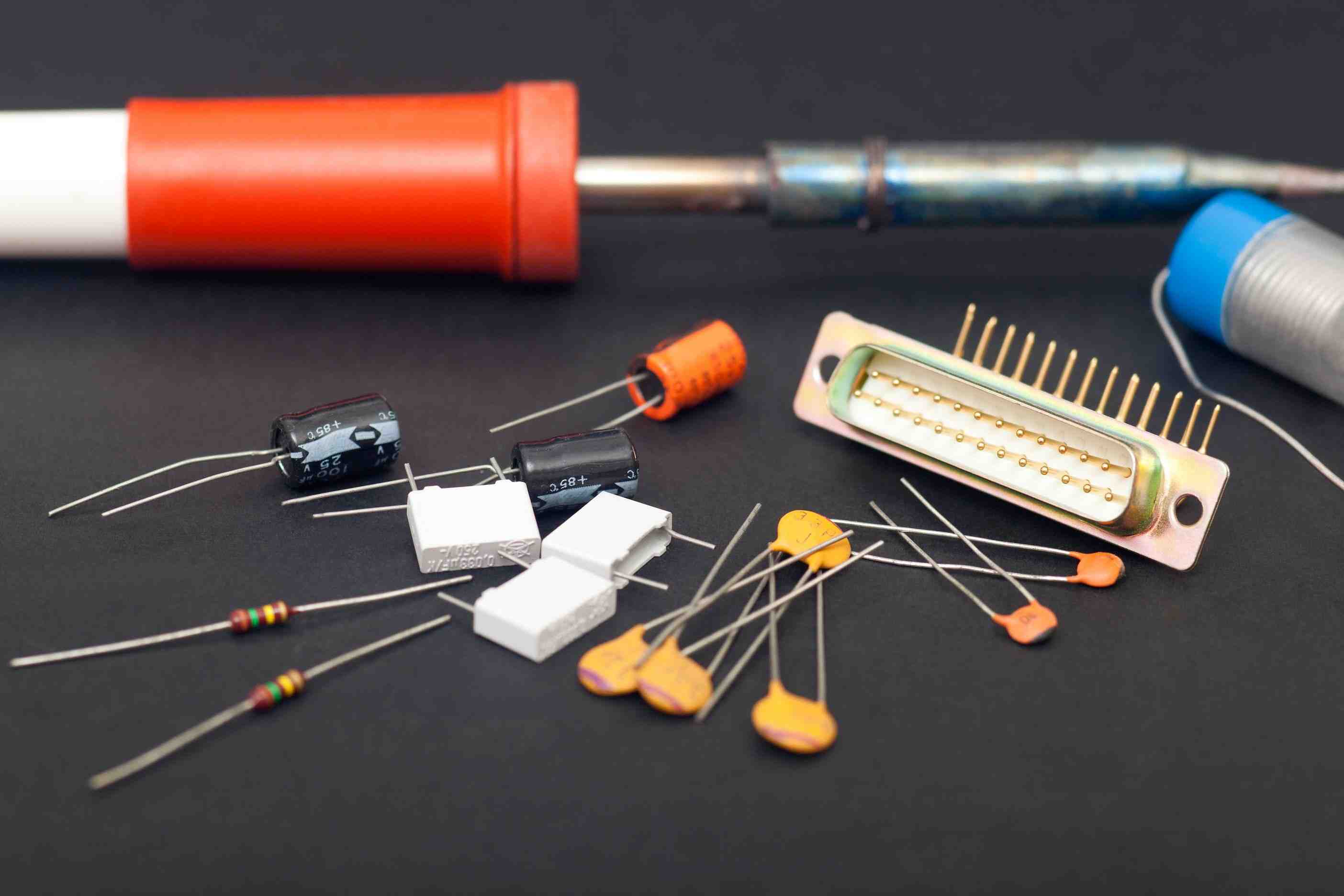
The PCB/PCBA temperature cycling test simulates the extreme temperature change environments that PCB/PCBA may encounter in actual use. PCB/PCBA samples are placed in specific test equipment and undergo high-and low-temperature cycling tests according to a preset temperature curve. During the test process, various performance parameters of the PCB/PCBA are continuously monitored to observe whether there are any malfunctions or performance degradation, to evaluate the reliability and stability of the PCB/PCBA under temperature cycling conditions. The temperature cycling test creates stress by periodically exposing the samples to alternating high-and low-temperature environments, taking advantage of the thermal expansion and contraction characteristics of materials. There are differences in the coefficient of thermal expansion (CTE) among different materials (such as PCB substrates, solder joint metals, and component packaging materials). During the repeated heating and cooling processes, continuous internal stress is generated, which may lead to the following over the long term:
Cracks, cold soldering, or detachment of solder joints;
Delamination, warping, or cracking of the PCB substrate;
Cracks in component packaging and breakage of leads;
Poor contact of wires and connectors, etc.
By monitoring the performance changes (such as electrical parameters and structural integrity) of the sample during the cycling process, its lifespan and reliability in actual use can be evaluated.
| Test Objective
1. Evaluate the fatigue resistance performance of PCB/PCBA under temperature cycling to determine whether it can withstand a certain number of temperature changes without structural damage.
2. Detect the performance changes of solder joints, circuits, boards and other parts of PCB/PCBA during the temperature cycling process to identify potential quality problems in a timely manner.
3. Provide a basis for the design improvement, material selection and production process optimization of PCB/PCBA to improve the reliability of PCB/PCBA and related electronic devices.
| Testing Standards
Temperature cycling tests in different industries need to follow specific standards to ensure the authority and comparability of the results. Common standards include:
IPC-9701: Reliability test standard for electronic components, which specifies the temperature ranges (e.g., -55°C to 125°C), the number of cycles (1000 cycles) and the detection methods for temperature cycling;
JEDEC JESD22-A104: Temperature cycling test standard for semiconductor devices, applicable to components such as chips on PCBA;
ISO 16750-4: Environmental test standard for automotive electronics, requiring automotive PCBA to maintain stable functionality during cycling between -40°C and 125°C;
MIL-STD-883H: Military electronics standard, which has more stringent requirements for the temperature change rate (e.g., 15°C/min) and the number of cycles (2000 cycles) of temperature cycling.
| Service Products / Fields
Consumer electronic products (such as smartphones, laptops, tablets, smartwatches, etc.);
Automotive electronics (such as in-vehicle navigation systems, car audio systems, engine control modules, etc.);
Industrial control equipment (such as PLC controllers, industrial sensors, automation instruments, etc.);
Aerospace electronic equipment (such as satellite communication equipment, aircraft navigation systems, etc.);
Medical electronic equipment (such as monitors, electrocardiographs, ultrasonic diagnostic equipment, etc.).
| Project Advantages
1. It can truly simulate the temperature change environment of PCB/PCBA in actual use, and the test results have high reference value.
2. It can detect in advance the possible faults and defects of PCB/PCBA under temperature cycling conditions, which facilitates timely improvement measures to be taken and reduces the product failure rate.
3. During the test process, various performance parameters of PCB/PCBA can be accurately monitored and recorded, providing detailed data support for product quality evaluation and performance analysis.
4. Tests are conducted in accordance with relevant international and industry standards, ensuring standardization and fairness, and granting the test results a high level of recognition within the industry.
| Test Items
The content of the PCB/PCBA temperature cycling test covers the entire process of "scheme design (parameter setting) → cycle execution → failure detection → standard comparison". The core is to expose defects by simulating temperature stress, combined with multi-dimensional detection and analysis, and finally evaluate product reliability and guide optimization.
Its value lies not only in verifying whether the product is qualified, but also in promoting the improvement of design, materials and processes through failure analysis, and enhancing the durability of the product in the actual environment.
| MTT Advantages
1. Professional Team: A team of highly experienced testing engineers and technical experts.
2. Advanced Equipment: Equipped with internationally leading testing instruments to ensure accuracy and reliability of results.
3. Efficient Service: Rapidly respond to customer needs and provide one-stop, high-efficiency inspection services.
4. Authoritative Certification: The laboratory is certified by ISO/IEC 17025, ensuring that test reports have international credibility.

Maxin Testing Laboratory
Learn more about our company

Electronic Manufacturing Information Hub
See more exciting case studies

Video Channel
Watch more exciting videos









 Buildings A1, A3, and A5, Peking University Science and Innovation Park, Songbai Road, Bao'an District, ShenzhenBuilding 3, Xinyao Valley, 415 Changyang Street, Suzhou Industrial Park, Suzhou City1st Floor, Building 4, No. 39 Anzhi Street, Suzhou Industrial Park, Suzhou City
Buildings A1, A3, and A5, Peking University Science and Innovation Park, Songbai Road, Bao'an District, ShenzhenBuilding 3, Xinyao Valley, 415 Changyang Street, Suzhou Industrial Park, Suzhou City1st Floor, Building 4, No. 39 Anzhi Street, Suzhou Industrial Park, Suzhou City